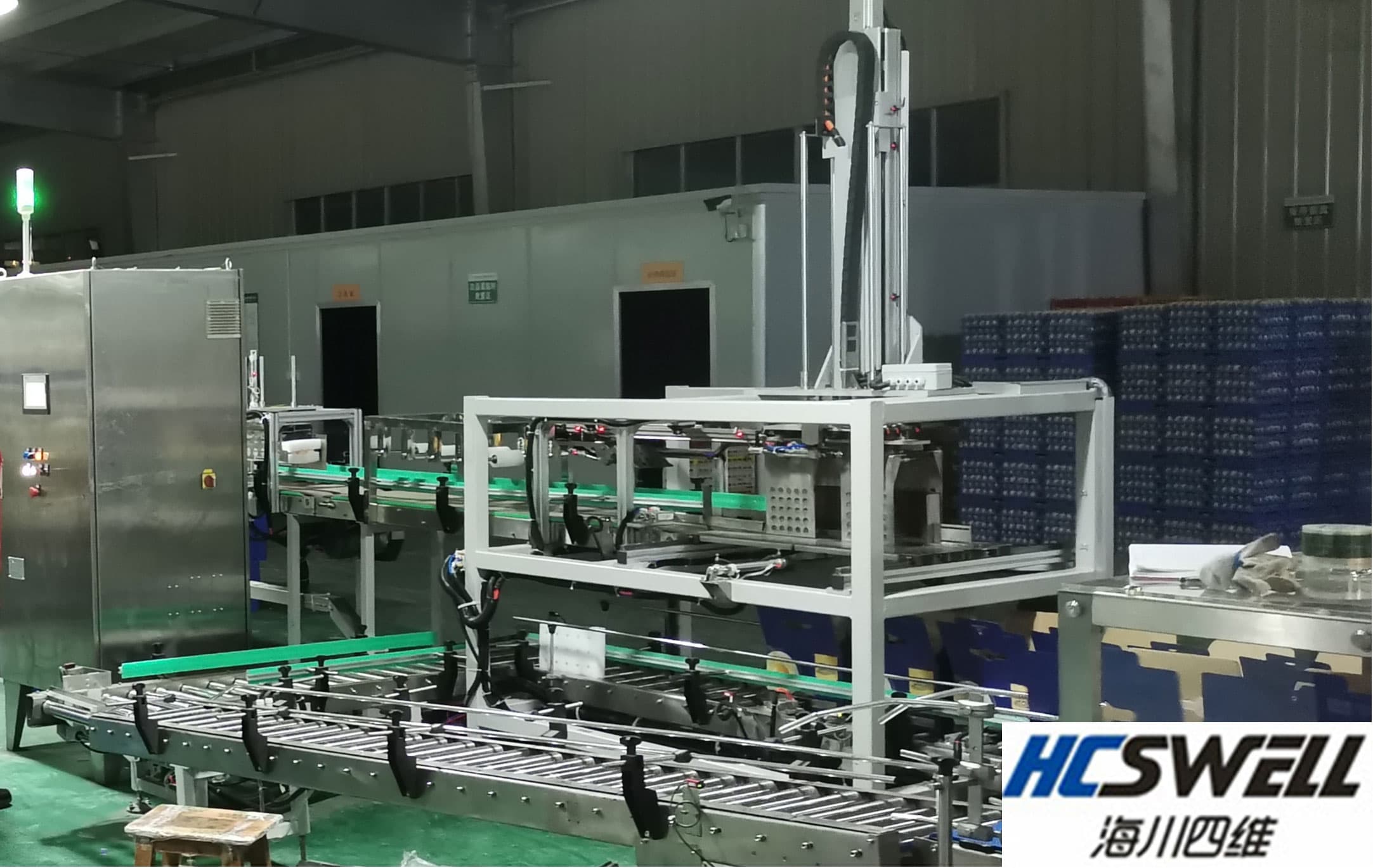
由人力放置于折紙機里的使用說明,在空氣壓縮及真空氣的作用下,被吸入折紙機,按照規定被伸縮成形后,通過轉動紙夾的運輸,送往走紙鏈條上,然后由走紙鏈條推動來到推藥工位等候推藥。
當坐落于前板傳輸器S5檢測出走紙鏈條上面有使用說明時,將反饋信號傳達給服務器監測中心——程序控制器(通稱PLC)。這時,PLC將操縱真空泵的繼電器在特定時長造成真空泵,運用吸盒組織會由人力放置于紙盒庫文件的紙盒吸出來,送至走盒鏈條上并拆盒,再由走盒鏈條推動來到推藥工位等候推藥。當紙盒準確地從庫里被吸出來,落到鏈條處時,坐落于下端感應器S1信號不好導出,當紙盒被咬下過程中遇到常見故障(如卡盒)時,壓盒桿往上翹起來,PLC傳出控制信號,使服務器終止運行,并等候故障處理后重啟。當紙盒被恰當咬下放進走盒鏈條處時,坐落于中間板里的感應器S3能夠檢驗過有盒數據信號,PLC將操縱橫著推藥組織在特定期限內將藥板從庫中發布;當無紙盒時,PLC將操縱橫著推藥組織在特定期限內終止推藥從而使服務器變向。

當S3感應器恰當準確無誤地檢測出數據信號時,豎向推藥組織將藥板及使用說明送入盒中。在藥板庫的下邊,配有一個推藥檢測傳感器S4,當藥板從庫中發布時,如果出現卡藥狀況,則是由感應器S9檢測出來,并立即發送給PLC,在PLC的控制下完成變向剎車踏板。
當使用說明、紙盒、藥板都準確地抵達推藥工位后,即一起被豎向推藥組織送入盒中。假如在這個過程中發生卡滯狀況,坐落于推藥桿里的負載設備將起到效果。這時,感應器S6將發信號,PLC控制服務器關機。
當藥板和使用說明送入盒里時,紙盒在走盒鏈條的推動下將繼續前進挪動。通過打生產批號設備,將鋼字加上進入后封盒工位。在出入口輸送帶上配有廢料去除設備,能將前邊藥板檢驗出現問題廢料所有去除(尤其是無說明書的小盒子),以保證出的小盒子均為優等品。
本文自動裝盒機工作流程說明:http://m.hamsc.cn/industry-news/417.html,海川四維智能科技版權所有,抄襲必究!