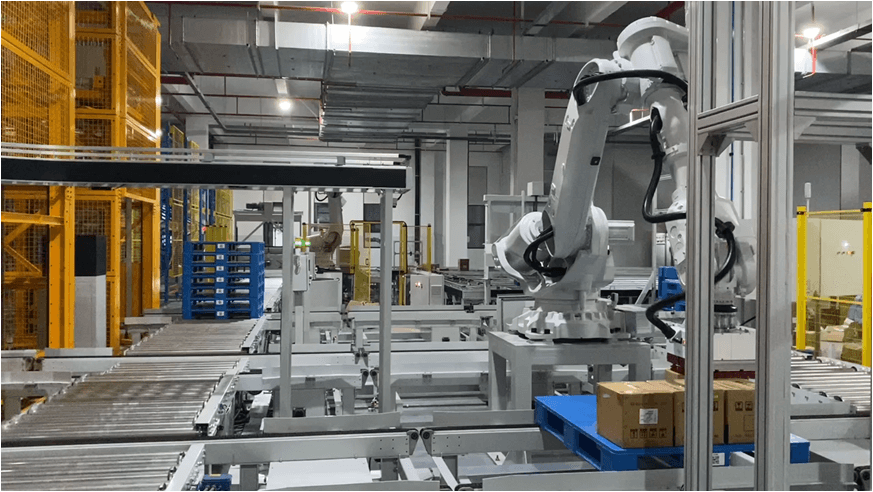
海川玻璃瓶全自動裝箱機在包裝機械行業得到了迅速發展,減輕了操作者的勞動負荷,減少了操作者的數量。自動生產線傳感器的特性可分為靜態特性和動態特性。自動化生產線制造商海川四維與您分享自動化生產線對傳感器技術的要求。傳感器是自動化生產線應用中的關鍵部件。自動生產線的傳感器是自動生產線成熟的關鍵,因此它必須具有良好的特性,以確保信號變換能夠在不失真的情況下完成。

海川玻璃瓶全自動裝箱機搭配開箱機、封箱機、貼標機實現精、準、穩模式運作。自動生產線對傳感器技術有以下要求:
第一,圖像表征。圖像質量是指傳感器長時間工作時輸出值隨時間的變化。
第二,線性度。線性是指傳感器的輸入/輸出曲線與理想直線之間的偏差程度,通常由非線性誤差表示。當傳感器開路特性曲線的非線性誤差較小時,可以用線性關系代替,也可以通過誤差補償改善線性。
第三,抗干擾和每個桿。抗干擾是指傳感器在干擾作用下保持其輸出不變的能力。每根棍子是指傳感器在棋類錯誤(實際輸出與棋類理論輸出之間的差異)和參數變化情況下具有出色輸入和輸出特性的能力。
第四,零漂移和盆地路徑重新定位。零點漂移(Zero drift)是指傳感器輸入值為零時輸出的變化,可分為時間漂移和溫度漂移。溫度漂移是指外部溫度變化時輸出值的變化。時間漂移是指在室溫和正常時間下,當輸入值為零時,輸出的變化。
第五,靈活性和分辨率。靈活性是指傳感器對測量變化的靈活性,通常通過傳感器在穩態下的“輸出”變化與“愉悅”變化的比率來表示。分辨率是指傳感器的輸出能夠反射和區分的最小輸入量。分辨率是敏感性的反映。傳感器的靈活性越高,分辨率越高。
第六,滯后、死區和返回差。傳感器的實際上升特性曲線(輸入值從增大到減小)與實際下降特性曲線(輸入值從減小到增大)不一致的現象使傳感器特性曲線形成一個環形,稱為滯后。當輸入小到一定范圍時,即傳感器的死區(死區),它不會導致傳感器輸出的變化。傳感器的實際上升特性曲線和實際下降特性曲線之間的較大差異稱為返回差或變化。
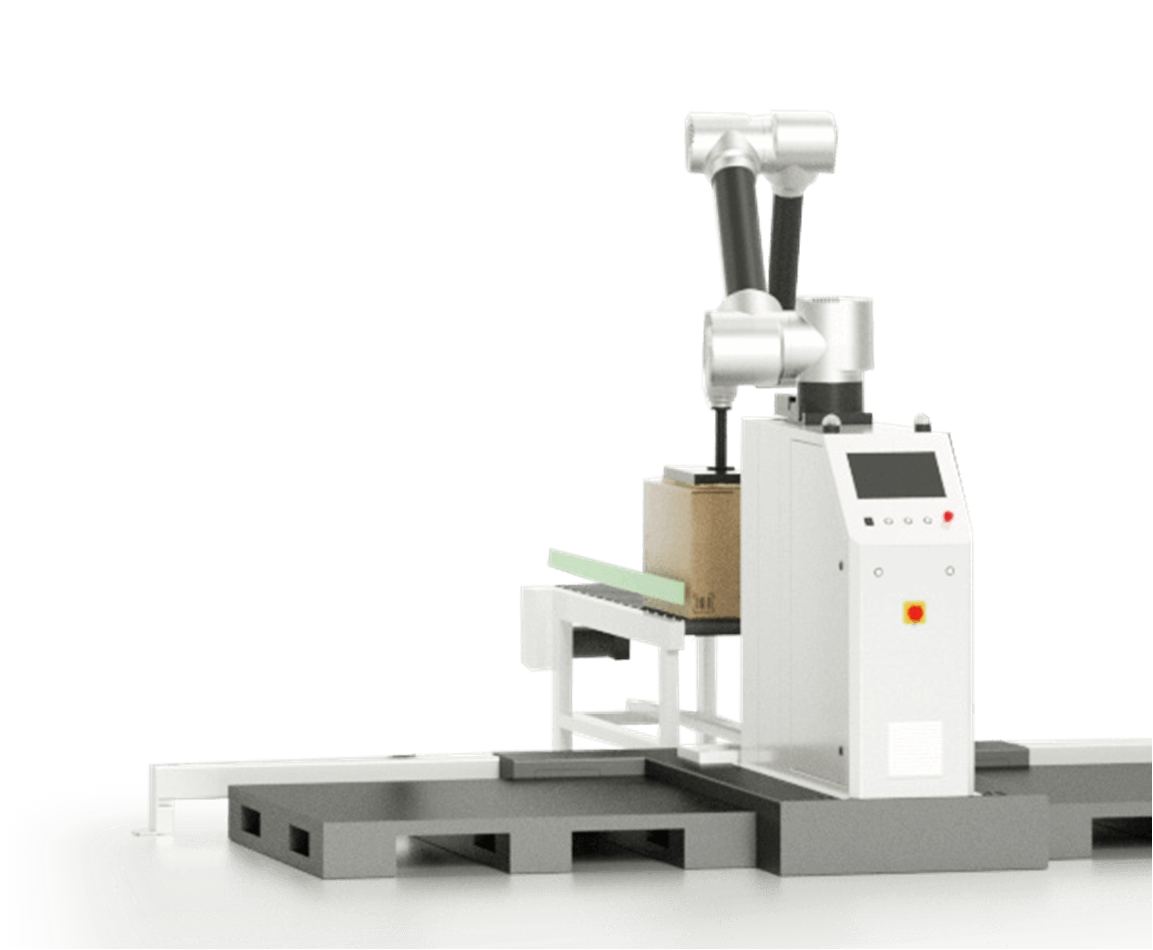
第七,重復性和再現性。當輸入/輸出特性曲線在整個加(減)過程中反復變化時,輸入/輸出特性曲線的松弛程度稱為傳感器的重復性,不包括遲滯和死區。再現性是指傳感器的實際上升特性曲線和實際下降特性曲線之間的離散度,包括滯后和死區。重復性反映了傳感器不受隨機因素影響的能力,再現性是衡量傳感器功能穩定性的標志。良好的重復性和再現性并不一定意味著高精度。高精度傳感器必須具有良好的重復性和再現性。根據裝箱要求,海川玻璃瓶全自動裝箱機能自動將產品整理排列
本文海川自動化生產線對傳感器技術有哪些要求:http://m.hamsc.cn/industry-news/182.html,海川四維智能科技版權所有,抄襲必究!