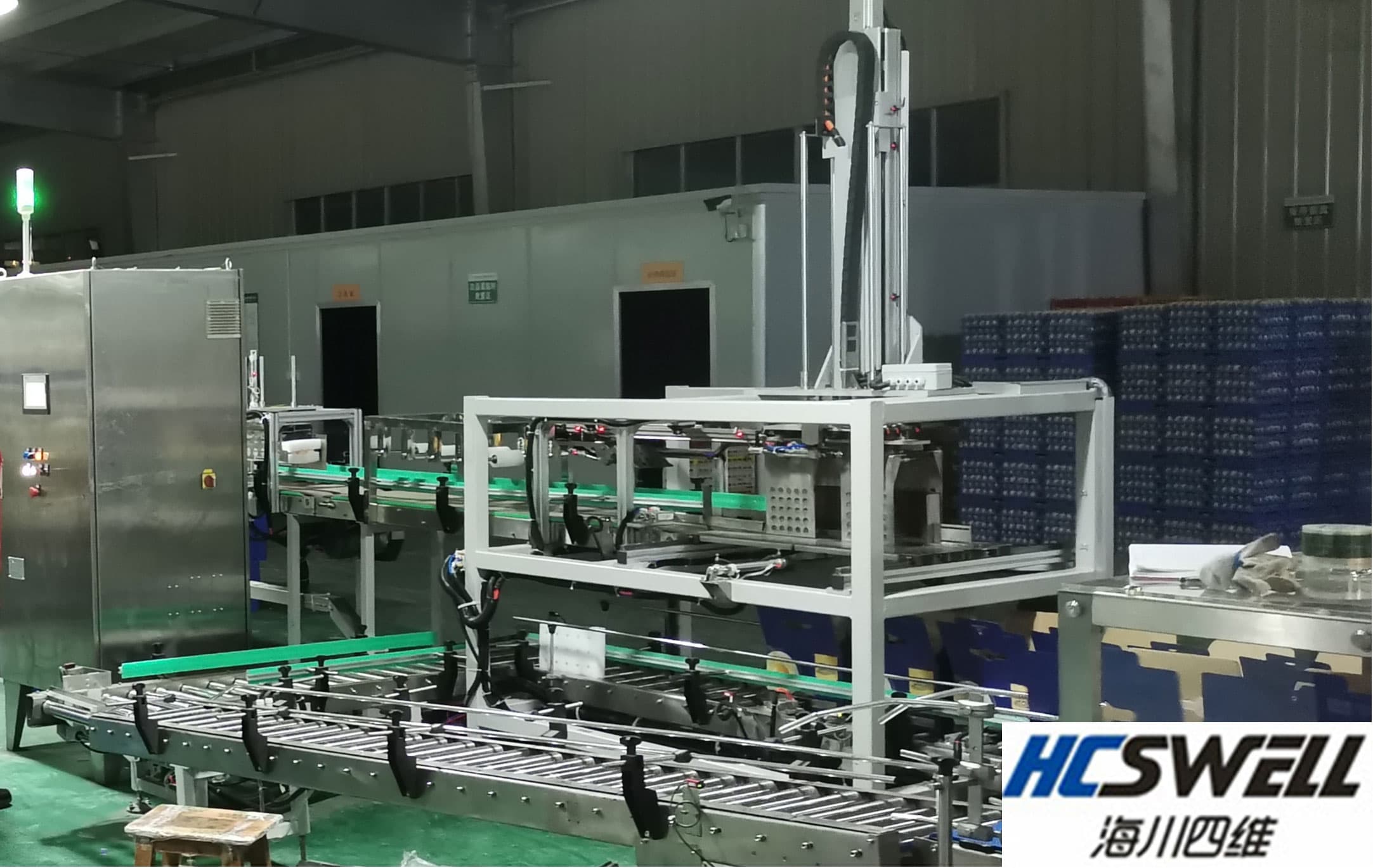
伴隨著科技進步的高速發展自動裝盒機也獲得了很快發展趨勢,使食品類、制藥業、護膚品、日用具等領域獲得快速地發展趨勢。但自動裝盒機的使用中,往往會因為操作失誤或技術人員的忽略造成裝盒機不能正常運轉,下面就給大家講解一下因為機器震蕩也會產生一些問題并針對問題展開分析吧。
1、吸紙盒出現異常
(1)的物料倉里的物料小于標準的高度,檢驗料位器的紅外傳感器不通斷依據系統控制的思路規定,吸盒和吸說明書的閥門關掉。填補堆放物料,使紅外傳感器通斷。
(2)吸盒吸氣頭的吸氣量不足。查驗氣動閥門氣路有沒有問題,若小于0.5MPa吸氣就不正常。次之,真空發生器可能會發生阻塞,對真空發生器進行清洗維護保養。同時還需查驗塑膠吸氣頭是不是毀壞,有毀壞則做拆換。
(3)紙盒太硬或是產生變形,也會使紙盒無法打開。
(4)堆放的托盒不銹鋼架板作調整,使其既可以托著紙盒,又可以把紙盒成功咬下。
2、紙盒咬下之后在送盒模板出口處大便不成型或彈出
(1)紙盒太硬打不開,使紙盒彈出。
(2)堆放紙盒的六根導桿與送盒模板位置歪斜,造成紙盒變形或彈出。再次調節導桿。
(3)送盒模板后部小鉤子的扭簧變形失效。拆換小彈簧。
(4))吸盒吸氣頭與送盒路軌的高度不對。調整吸氣頭位置,使離心管下降至更底點時位置比送盒路軌稍低。

3、紙盒進到送盒模板之后在送盒路軌內大便不成型
(1)紙盒進入到送盒模板后往前推動,抵達送盒模板的第二工位時,上壓軌位置不對。若過高,紙盒在及時之后反彈;若過低,紙盒進到模板的時候會被擠壓變形。
(2)紙盒在抵達第二工位后反彈變形。原因有:
①上壓軌內小擋塊位置與模板位置歪斜。紙盒及時時小擋塊應恰好掉下,卡住紙盒的左角。
②下路軌中間止退擋塊位置不對或相對速度沒協調好。紙盒在抵達第二工位后模板往下撤出一半時,止退擋塊需向后移動,遮擋紙盒的右下方,使紙盒產生正方形。
③在模板上升到了紙盒一半位置時,止退擋塊應前進移動,其高度以紙盒在的時候不遇到止退擋塊為標準。
4、紙盒鎖口難題
(1)紙盒的小舌頭鎖不住。查驗關小舌頭的前后2個工位是不是及時。
(2〉紙盒的說話不清楚沒插好,或變成圓弧狀。調整上壓軌在關舌處高度,應比紙盒高于0.5~1mm。
(3)紙盒關舌時兩側說話不清楚進不了紙盒。調整關舌處上壓塊位置。上壓塊的導向性肩應壓著紙盒口,且有大概0.5mm的間隙。
本文自動裝盒機在使用過程振動很大是什么原因?(自動裝盒機震蕩的原因):http://m.hamsc.cn/industry-news/649.html,海川四維智能科技版權所有,抄襲必究!